陶瓷珠s 用户手册:提高模具光洁度的 7 个步骤
2 月 12, 2025
在模具制造和维护过程中,保持一致的光洁度是关键目标之一。然而,即使严格遵守标准流程,许多客户仍会遇到以下问题:
"为什么模具的表面处理还是不达标?"
"如何避免在喷砂过程中划伤模具表面?
"如何优化陶瓷微珠的使用效率?
这些问题的基本需求是
- 重复性 - 不同批次模具的光洁度必须保持一致。
- 成本可控性 - 降低介质损耗和人工成本,提高成本效益。
- 运行安全 - 通过粉尘控制和设备保护确保安全生产。
针对上述需求,我们总结了一套 7 步专业流程,帮助您高效、安全地改善模具表面效果。
步骤 1:预处理检查,消除隐患源头
客户痛点
- 忽视微小缺陷(如 0.1 毫米的划痕)会导致后续抛光失败。
- 设备状态不佳(如喷嘴磨损)会浪费介质并降低喷砂效果。
解决方案
1.1 霉菌缺陷检测
使用 20 倍放大镜检查模具表面,重点检查分模线和通风槽。建议使用便携式表面粗糙度仪(如 Mitutoyo SJ-210)精确测量表面状况。

1.2 设备预检清单
- 喷嘴磨损:内径变化应≤5%,如果超过则需要更换。
- 气压稳定:波动范围≤±2 PSI,避免喷射不稳定。
步骤 2:压力设定公式,科学取代经验
客户痛点
- 依靠经验设定压力会导致软质材料磨削过度或硬质材料清洁不足。
| 材料类型 | 材料系数 |
|---|---|
| 塑料(ABS) | 0.8 |
| 铝合金 | 1.2 |
| 不锈钢 | 1.5 |
| 钛合金 | 2.0 |
| 硬质合金 | 2.5 |
解决方案
2.1 PSI 计算公式
PSI = 中等硬度 × 工件材料系数 × 10
计算示例
钛合金模具,使用莫氏硬度为 7 的陶瓷珠:
PSI = 7 × 2.0 × 10 = 140
2.2 压力调节提示
测量第一次操作后的 Ra 值: 如果 Ra 值过高,增加 PSI 5-10;如果 Ra 值过低,降低 PSI 5-10。
软质材料保护: 对于塑料模具,PSI 的上限为 80,以避免过度研磨。
高效清洁硬质材料: 对于钛合金模具,为确保清洗效果,PSI 的下限为 140。
步骤 3:角度和距离控制,几何力学的胜利
客户痛点
- 垂直喷射会导致局部过磨,而且 30° 入射角难以精确控制。
解决方案
3.1 30°入射角优化方案
- 在 30° 入射角时,切向力为 70%,法向力为 30%,从而平衡了清洁效率和表面保护。
- 喷射距离 = 喷嘴直径 × 10(例如:8 毫米喷嘴 → 80 毫米距离)
3.2 实用工具
激光角度指示器(误差 ±1°)可确保精确的角度控制。

步骤 4:介质状态监测,延长使用寿命的关键
客户痛点
- 无法确定何时更换陶瓷微珠,造成成本浪费或质量下降。
解决方案
4.1 破碎率检测
取 100 克介质,人工分拣破碎后的颗粒。如果破碎率大于 5%,则需要更换。
4.2 在线智能监测
安装在线粒度传感器,实时监控介质粒度的变化。
| HLH 陶瓷珠模型 | 标准粒度(微米) | 允许偏差 (µm) |
|---|---|---|
| B20 | 600-850 | ±50 |
| B30 | 425-600 | ±35 |
| B40 | 250-425 | ±20 |
| B60 | 125-250 | ±15 |
| B80 | 180-250 | ±15 |
| B100 | 125-180 | ±10 |
| B120 | 63-125 | ±8 |
| B125 | 0-125 | ±8 |
| B170 | 45-90 | ±5 |
| B205 | 0-63 | ±5 |
| B400 | 30-63 | ±3 |
| B505 | 10-30 | ±2 |
步骤 5:后处理质量检验标准,基于数据的验收
客户痛点
- 只有目视检查才会导致不合格表面处理问题的延迟暴露。
解决方案
5.1 推荐的 Ra 值测量工具
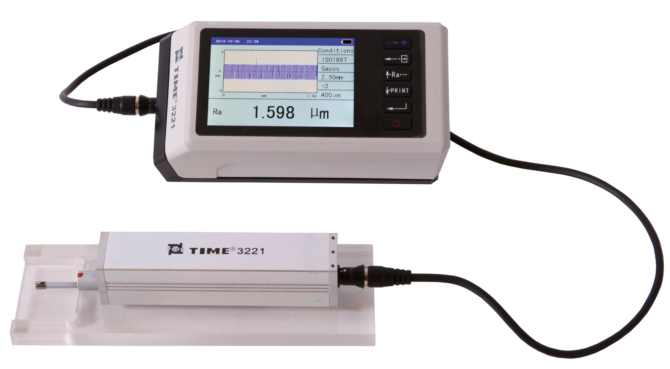
基本模式: Time 3220 手持式粗糙度测试仪
优点:便携易用,适合现场快速检测,精度为 ±5%。
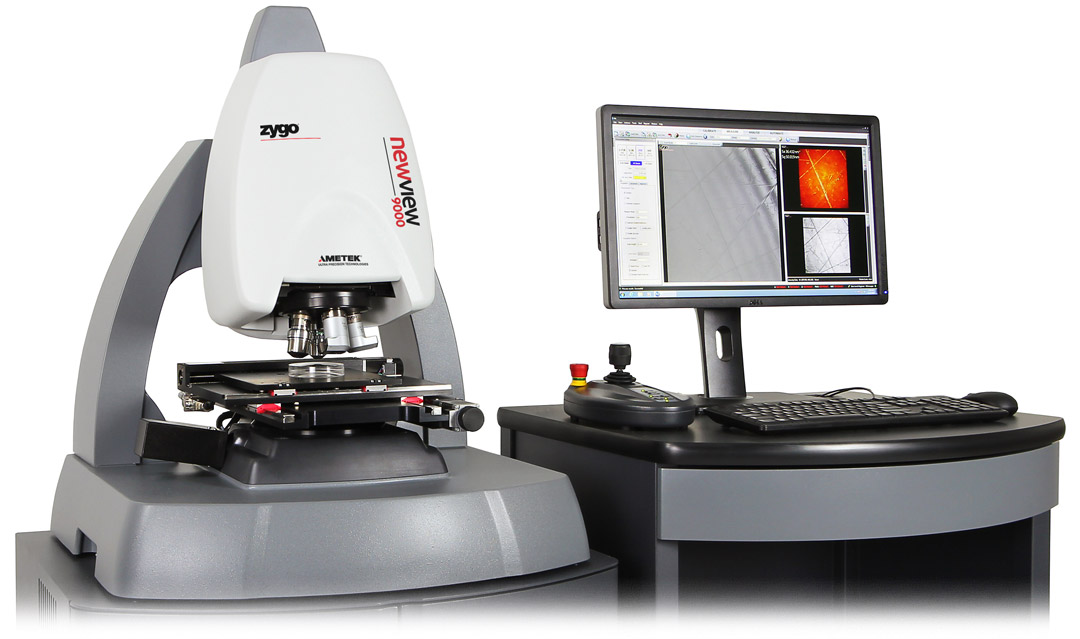
高精度模型: Zygo NewView 9000 3D 光学轮廓仪。
优点:高精度测量,适用于复杂表面,分辨率可达纳米级。
5.2 行业 Ra 值标准
| 部分行业 | 常用材料 | Ra 要求(微米) | 测试点数量 |
|---|---|---|---|
| 电子元件 | 铜合金连接器 | ≤0.4 | ≥10分/㎡ |
| 精密塑料外壳 | ≤0.6 | ≥8分/㎡ | |
| 汽车配件 | 铝合金发动机部件 | ≤0.8 | ≥5分/㎡ |
| 不锈钢制动盘 | ≤1.0 | ≥6分/㎡ | |
| 医疗器械/植入物 | 钛合金骨科植入物 | ≤0.4 | ≥12分/㎡ |
| 不锈钢手术器械 | ≤0.6 | ≥10分/㎡ | |
| 航空航天 | 钛合金涡轮叶片 | ≤0.3 | ≥15分/㎡ |
| 高温合金发动机部件 | ≤0.5 | ≥10分/㎡ |
步骤 6:废物处理规范、合规性和降低成本同步进行
客户痛点
- 废物处理成本很高,而且存在环境风险。
解决方案
6.1 陶瓷微珠回收工艺
磁选(去除金属杂质) → 空气分离(去除灰尘) → 筛选(分级和再利用)
回收率:≥85%(破碎率必须控制在 <5%)。
6.2 废物的合规处理
- 陶瓷粉尘(无害填埋场)
- 金属碎片(专业回收)
第 7 步:常见问题故障排除,快速反应指南
客户痛点
- 突发问题(如表面不平)导致生产线停滞
解决方案
| 问题现象 | 可能的原因 | 解决方案 |
|---|---|---|
| 局部哑光 | 媒体分布不均 | 检查砂分离器并清理堵塞点 |
| 周期性条纹 | 喷嘴偏心磨损 | 更换喷嘴并校准同心度 |
| 边缘抛光过度 | 入射角过大 (>45°) | 将角度调至 30°,并降低 PSI |
| 表面划痕 | 介质粒度选择不当 | 用适当粒度的陶瓷砂替换 |
| 灰尘残留过多 | 除尘系统效率低下 | 检查除尘设备并清洁滤芯 |
| 模具部分过热 | 注射时间过长 | 缩短单次注射时间,延长冷却间隔时间 |
常见问题:高频问题快速解答
Q: 陶瓷珠回收后需要更换多少次?
答:建议为 20 倍,或破碎率大于 5%(以先到者为准)。
Q: 如何处理陶瓷珠操作后模具的静电吸附粉尘?
答:使用离子气枪吹气 + 无水乙醇擦拭。
Q: 如何避免薄壁模具(<1 毫米)变形?
答:使用 #220 以上的细砂,PSI≤50,入射角减小到 20°。
通过这 7 步专业流程,不仅可以解决模具表面处理不达标的问题,还能实现:
- 降低成本:介质损耗减少 30%,设备维护间隔延长 2 倍。
- 质量改进:完成一致性(CV 值)从 5% 压缩到 ≤2%。
- 合规保证:100% 符合 ISO 9001/14001 和行业特定标准。
现在就去练习吧。
如有任何问题,请 联系我们进行免费咨询~
过滤器











