8種類の金型洗浄におけるセラミックビーズの応用
2月 11, 2025
精密製造業では、金型の表面状態が製品の品質、生産効率、金型寿命に直接影響します。表面の汚染、残留物、小さな欠陥があれば、製品の欠陥、脱型の困難、さらにはその後の表面処理工程にも影響します。そのため、金型表面処理は、製造の安定性と完成品の品質を向上させるための重要なリンクとなっています。
この記事では、セラミックサンドブラストビーズが金型洗浄の問題をどのように解決できるかを8つの典型的な用途シナリオを通して紹介し、お客様が表面粗さ制御を達成するために適切な砥粒粒度選択を選択できるようにします。
さまざまなカビの洗浄基準

電子金型の超微細加工
問題の説明 電子金型は、表面仕上げに対する要求が非常に高く(Ra<0.4µm)、従来のメディアでは基準を満たすことが難しい。
解決策 B205セラミック サンドブラスト媒体を使用して、50~60 PSIの圧力でRa=0.3µmを達成し、MIL-STD-883E粒子制御規格のクラス5要件を満たします。
ケース ある電子機器メーカーは、コネクターの金型処理にセラミックビーズを使用し、製品の歩留まりを25%向上させた。
プラスチック金型洗浄の最適化
問題の説明 離型剤の残留物やプラスチックの破片は金型表面を汚染し、プラスチック製品の仕上がりに影響します。
解決策 B125セラミックビーズブラストを使用し、その等径球面構造(PSD≤5%)は、50~80 PSIの操作でRa=0.6µmの表面清浄度を達成し、これはSPIクラス104で指定されたRa≤0.8µmの上限よりも優れています。残留物の測定値はわずか0.22mg/cm²で、ASTM D4170 Class Bの基準を満たしています。
ケース ある家電メーカーは、セラミックビーズを使ってABS樹脂の金型を洗浄し、脱型効率を30%向上させ、スクラップ率を1%に低減した。
医療用金型の滅菌保証
問題の説明 滅菌前の金型表面に付着した汚染物質は、医療製品の不具合の原因となる。
解決策 B170セラミックビーズブラストを使用して、表面残留係数CRF=1.7%を達成し、これはASME BPE-2019のCRF≤2%標準に適合します。
ケース ある医療機器メーカーは、セラミックビーズを使用してステンレス製の金型を処理し、滅菌合格率を99.5%に向上させた。
ゴム金型の長期防錆

問題の説明 ゴム残渣や離型剤の蓄積は金型の粘着を引き起こし、生産効率に影響を与える。
解決策 B205セラミックビーズ処理後の表面粗さはRz=3.8µm(最適脱型範囲Rz=3~5µm)であり、キャビティ構造との組み合わせにより接触角は105°まで増加し、ASTM D3182で規定されている98°の要件よりも高い。
ケース あるタイヤメーカーは、ゴム型の処理にセラミック砂を使用し、これにより型の寿命を40%延ばし、メンテナンスコストを20%削減している。
建築金型のテクスチャーの再形成

問題の説明 金型表面のテクスチャーが摩耗し、建築部材の外観に不適格が生じる。
解決策 B60セラミックサンドブラスト媒体を使用して、Ry=25~30µmの鋳型テクスチャを正確に再現し、誤差はΔRy≤3%で、EN 13670規格より優れています。
ケース ある建築金型メーカーは、コンクリート金型の補修にセラミックビーズブラストを使用し、95%にテクスチャの一貫性を改善しました。
ダイカスト金型のベント回収

問題の説明 ガス抜き溝の閉塞は鋳物の気孔欠陥につながり、従来の洗浄方法は効率が悪い。
解決策 B80セラミックビーズを使用し、80~100PSIの動圧下で、ISO 13565-2規格のRk≤0.8µm要件に沿ったテクスチャー構造を維持しながら、NADCAが指定する90%ベンチマークを上回る97%の通気溝断面積回復率を達成した。
ケース ある自動車部品メーカーは、セラミック ビーズ ブラストを使用してアルミニウム合金ダイカスト鋳型を処理し、排気溝の洗浄効率を 40% 向上させ、鋳造認定率を 98% 向上させました。
技術的な利点 セラミック・ビーズ
金型洗浄におけるセラミックサンドブラストビーズの革新的な応用は、従来の媒体が抱えていた多くの問題を解決するだけでなく、大きな技術的価値ももたらします:
- 効率向上軸:稼働率は93%に達し(従来メディア70%)、ダウンタイムを短縮。
- 費用対効果の軸:サイクル回数>20回(アルミナサンドは5回)、ライフサイクルコストは40%削減。
- 品質保証軸:操作≤2%(従来のプロセス5-8%)の異なるバッチのCV値、プロセスの安定性を確保する。
従来のサンドブラスト媒体と比較して、セラミックサンドブラストビーズは、その構造組成と物理的特性により、金型洗浄の分野で3つの画期的な利点があります:
- 超低発塵率は0.8mg/m3とガラスビーズの1/5まで低減。
- 耐用年数が長く、複数回使用しても性能は安定しており、損失率は0.5%/回未満である。
- マルチマテリアル対応:HRC20~65の様々な金型鋼に対応し、チタン合金、プラスチック、その他の特殊材料にも対応します。
セラミックの原理 ビーズ 粒度選択
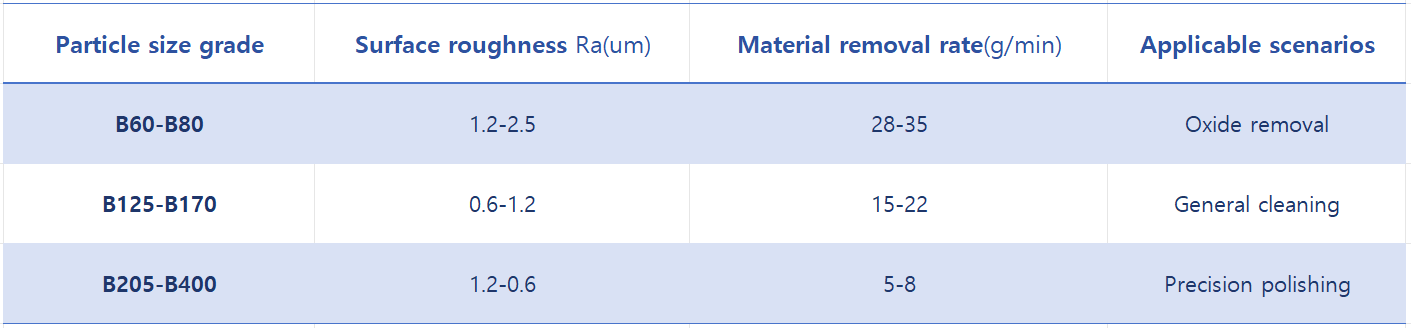

粗粒子径(B60~B80):酸化スケール、バリ、頑固な汚染物の迅速な除去に適しており、表面粗さRa=1.2~2.5µm、高硬度材料に適している。
中粒度(B125-B170):洗浄効率と表面仕上げのバランス、表面粗さRa=0.6-1.2µm、ほとんどの金型に適しています。
微細粒度(B205-B505):超精密研磨とテクスチャー修復に適し、表面粗さRa=0.2-0.6µm、高精度金型に適する。
3つの選択要素
材料適合の原則:高炭素鋼の金型にはB60を、アルミニウム合金の金型にはB170を推奨する。
効率のバランス式洗浄強度=0.7*(粒度指数)+0.3*(噴射圧力)
装置の適応基準:タービン装置は最大でもB125、超微細装置はB400以上の粒径に対応
離型剤の除去、排気溝の修復、表面テクスチャの最適化、高い清浄度の確保など、セラミックビーズブラストは、効率的で環境に優しく安定した洗浄ソリューションを提供し、企業の生産効率の向上、金型のメンテナンスコストの削減、安定した製品品質の確保を支援します。
フィルター




 Plastic Media")






