Керамическая бусинаs Руководство пользователя: 7 шагов по улучшению отделки пресс-форм
12 февраля 2025 года
Поддержание стабильного качества отделки - одна из ключевых задач при изготовлении и обслуживании пресс-форм. Однако даже при строгом соблюдении стандартного процесса многие заказчики все равно сталкиваются со следующими проблемами:
"Почему отделка пресс-формы все еще не соответствует стандартам?"
"Как избежать царапин на поверхности формы во время пескоструйной обработки?"
"Как оптимизировать эффективность использования керамических бусин?"
Для решения этих проблем необходимы:
- Повторяемость - отделка разных партий форм должна быть одинаковой.
- Контролируемость затрат - сократить потери носителей и трудозатраты, а также повысить эффективность затрат.
- Безопасность эксплуатации - обеспечить безопасность производства за счет борьбы с пылью и защиты оборудования.
В ответ на вышеупомянутые потребности мы обобщили 7-шаговый профессиональный процесс, который поможет вам эффективно и безопасно улучшить качество отделки пресс-формы.
Шаг 1: Предварительный осмотр для устранения источника скрытых опасностей
Болевые точки клиентов
- Игнорирование мелких дефектов (например, царапин размером 0,1 мм) приводит к последующей неудачной полировке.
- Плохое состояние оборудования (например, износ сопла) приводит к отработке материала и снижению эффекта пескоструйной обработки.
Решение
1.1 Обнаружение дефектов плесени
Используйте 20-кратную лупу для проверки поверхности пресс-формы, сосредоточившись на линии раздела и вентиляционной канавке. Для точного измерения состояния поверхности рекомендуется использовать портативный измеритель шероховатости поверхности (например, Mitutoyo SJ-210).

1.2 Список оборудования для предварительной проверки
- Износ сопла: Изменение внутреннего диаметра должно составлять≤5%, при превышении необходимо заменить.
- Стабильность давления воздуха: Диапазон колебаний≤±2 PSI для предотвращения нестабильного впрыска.
Шаг 2: формула установки давления, наука заменяет опыт
Болевые точки клиентов
- Полагаясь на опыт при установке давления, можно получить чрезмерное шлифование мягких материалов или недостаточную очистку твердых материалов.
| Тип материала | Коэффициент материала |
|---|---|
| Пластик (ABS) | 0.8 |
| Алюминиевый сплав | 1.2 |
| Нержавеющая сталь | 1.5 |
| Титановый сплав | 2.0 |
| Твердый сплав | 2.5 |
Решение
2.1 Формула расчета PSI
PSI = средняя твердость × коэффициент материала заготовки × 10
Пример расчета:
Форма из титанового сплава с использованием керамических шариков с твердостью 7 единиц по шкале Мооса:
PSI = 7 × 2.0 × 10 = 140
2.2 Наконечники для регулировки давления
Измерьте значение Ra после первой операции: Если значение Ra слишком высокое, увеличьте PSI на 5-10; если значение Ra слишком низкое, уменьшите PSI на 5-10.
Защита из мягкого материала: Для пластиковых форм верхний предел PSI составляет 80, чтобы избежать чрезмерного измельчения.
Эффективная очистка твердых материалов: Для пресс-форм из титановых сплавов нижний предел PSI составляет 140, чтобы обеспечить эффект очистки.
Шаг 3: Контроль угла и расстояния, победа геометрической механики
Болевые точки клиентов
- Вертикальное впрыскивание приводит к локальному переизмельчению, а угол впадения 30° трудно точно контролировать.
Решение
3.1 Решение по оптимизации угла наклона 30°
- При угле наклона 30° тангенциальная сила составляет 70%, а нормальная - 30%, что позволяет сбалансировать эффективность очистки и защиту поверхности.
- Расстояние распыления = диаметр сопла × 10 (например: сопло 8 мм → расстояние 80 мм)
3.2 Практические инструменты
Лазерный индикатор угла (погрешность ±1°) обеспечивает точный контроль угла.

Шаг 4: Мониторинг состояния носителя - ключ к продлению срока службы
Болевые точки клиентов
- Невозможно определить время замены керамических шариков, что приводит к потере затрат и снижению качества.
Решение
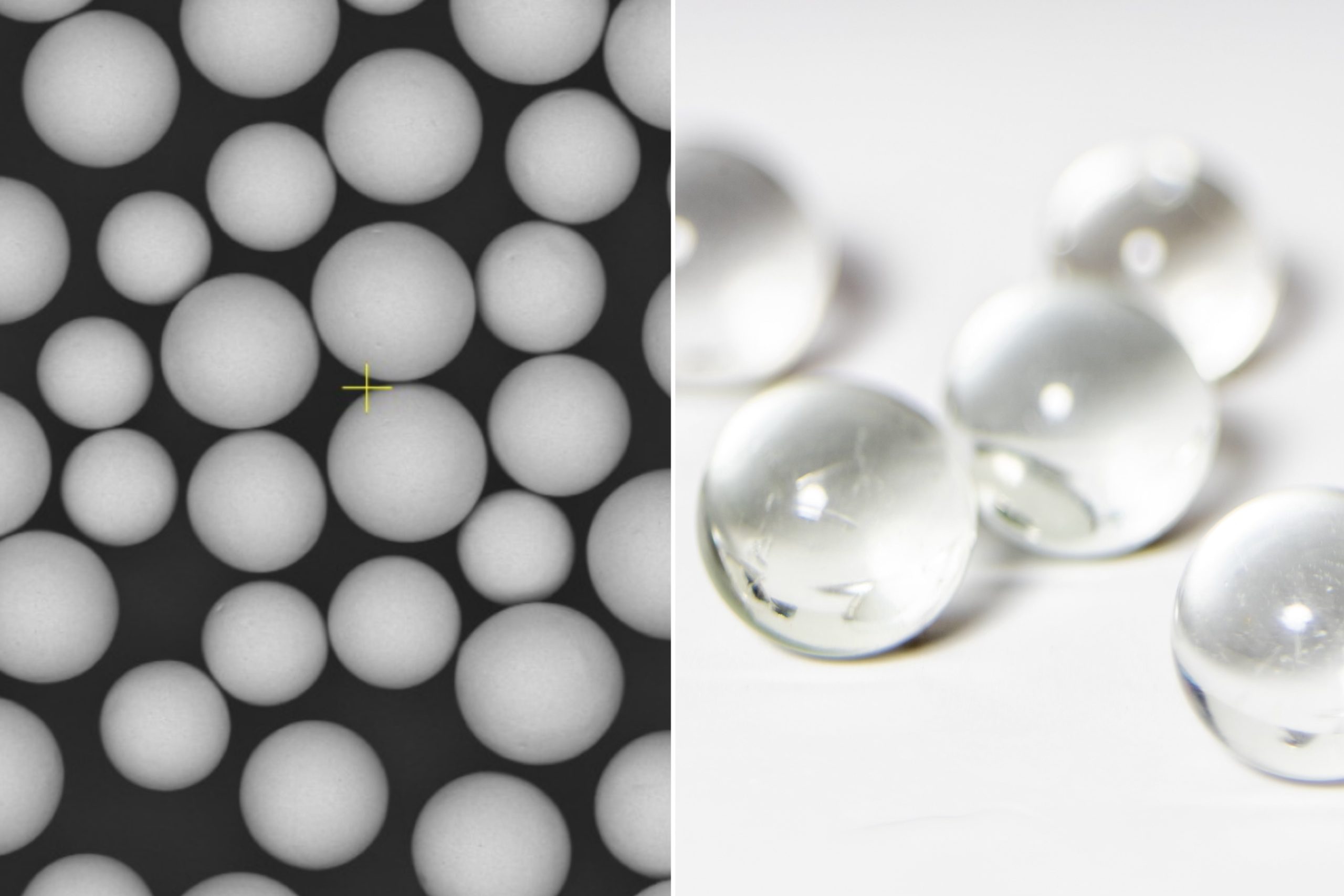
4.1 Определение степени дробления
Возьмите 100 г материала и вручную отсортируйте измельченные частицы. Если степень измельчения >5%, необходимо заменить устройство.
4.2 Интеллектуальный мониторинг в режиме онлайн
Установите онлайн-датчик размера частиц, чтобы отслеживать изменение размера частиц среды в режиме реального времени.
| Модель керамических бусин HLH | Стандартный размер частиц (мкм) | Допустимое отклонение (мкм) |
|---|---|---|
| B20 | 600-850 | ±50 |
| B30 | 425-600 | ±35 |
| B40 | 250-425 | ±20 |
| B60 | 125-250 | ±15 |
| B80 | 180-250 | ±15 |
| B100 | 125-180 | ±10 |
| B120 | 63-125 | ±8 |
| B125 | 0-125 | ±8 |
| B170 | 45-90 | ±5 |
| B205 | 0-63 | ±5 |
| B400 | 30-63 | ±3 |
| B505 | 10-30 | ±2 |
Шаг 5: Стандарты контроля качества после обработки, приемка на основе данных
Болевые точки клиентов
- Только визуальный осмотр приводит к запоздалому обнаружению проблемы некачественной отделки.
Решение
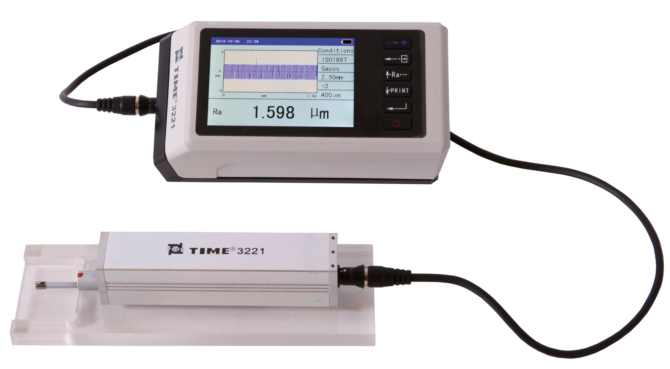
5.1 Рекомендуемые инструменты для измерения значения Ra
Базовая модель: Портативный измеритель шероховатости Time 3220
Преимущества: портативный и простой в использовании, подходит для быстрого обнаружения на месте, точность ±5%.
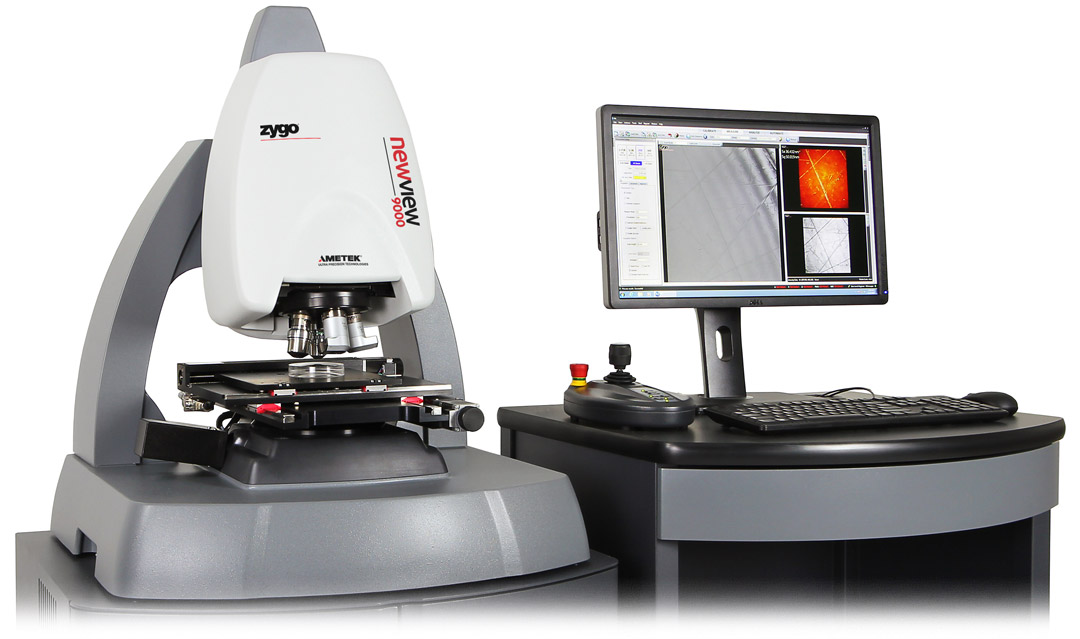
Высокоточная модель: Оптический 3D-профилометр Zygo NewView 9000.
Преимущества: высокоточное измерение, подходит для сложных поверхностей, разрешение до нанометрового уровня.
5.2 Отраслевые стандарты стоимости Ra
| Отдельные отрасли промышленности | Обычные материалы | Требования к Ra (мкм) | Количество точек тестирования |
|---|---|---|---|
| Электронные компоненты | Разъемы из медного сплава | ≤0.4 | ≥10 баллов/㎡ |
| Прецизионные пластиковые корпуса | ≤0.6 | ≥8 баллов/㎡ | |
| Автозапчасти | Детали двигателя из алюминиевого сплава | ≤0.8 | ≥5 баллов/㎡ |
| Тормозные диски из нержавеющей стали | ≤1.0 | ≥6 баллов/㎡ | |
| Медицинские приборы/имплантаты | Ортопедические имплантаты из титанового сплава | ≤0.4 | ≥12 очков/㎡ |
| Хирургические инструменты из нержавеющей стали | ≤0.6 | ≥10 баллов/㎡ | |
| Аэрокосмическая промышленность | Турбинные лопатки из титанового сплава | ≤0.3 | ≥15 баллов/㎡ |
| Детали двигателя из высокотемпературного сплава | ≤0.5 | ≥10 баллов/㎡ |
Шаг 6: спецификации обработки отходов, соблюдение требований и снижение затрат параллельно
Болевые точки клиентов
- Стоимость переработки отходов высока, и существуют экологические риски.
Решение
6.1 Процесс переработки керамических шариков
Магнитная сепарация (удаление металлических примесей) → воздушная сепарация (удаление пыли) → сортировка (сортировка и повторное использование)
Скорость восстановления: ≥85% (скорость дробления должна контролироваться <5%).
6.2 Обработка отходов в соответствии с требованиями
- Керамическая пыль (безвредная свалка)
- Металлический мусор (профессиональная переработка)
Шаг 7: Устранение распространенных проблем, руководство по быстрому реагированию
Болевые точки клиентов
- Внезапные проблемы (например, неровная поверхность) приводят к остановке производственной линии
Решение
| Проблемное явление | Возможные причины | Решение |
|---|---|---|
| Частичная матовость | Неравномерное распределение носителей информации | Проверьте пескоотделитель и прочистите место засорения |
| Периодические полосы | Износ эксцентрика форсунки | Замените насадку и откалибруйте концентричность |
| Чрезмерная полировка краев | Угол падения слишком велик (>45°) | Отрегулируйте угол до 30° и уменьшите PSI. |
| Царапины на поверхности | Неправильный выбор гранулярности носителя | Замените керамический песок на песок с соответствующим размером частиц |
| Чрезмерное количество пыли | Система пылеудаления неэффективна | Проверьте оборудование для удаления пыли и очистите фильтрующий элемент |
| Частичный перегрев пресс-формы | Слишком долгое время инъекции | Сократите время однократного впрыска и увеличьте интервал охлаждения |
FAQ: Быстрые ответы на часто задаваемые вопросы
Q: Сколько раз нужно заменять керамические бусины после переработки?
О: Рекомендуется 20 раз, или коэффициент дробления >5% (в зависимости от того, что наступит раньше).
Q: Как вы справляетесь с электростатической адсорбционной пылью из пресс-формы после работы с керамическими бусами?
О: Используйте пистолет с ионным воздухом для обдува + протрите безводным этанолом.
Q: Как избежать деформации тонкостенных форм (<1 мм)?
О: Используйте мелкозернистый песок выше #220, PSI≤50, и уменьшите угол падения до 20°.
Благодаря этому 7-ступенчатому профессиональному процессу вы сможете не только решить проблему поверхности, не соответствующей стандарту, но и добиться:
- Снижение затрат: потери среды сокращаются на 30%, а интервал обслуживания оборудования увеличивается в 2 раза.
- Улучшение качества: постоянство отделки (значение CV) сократилось с 5% до ≤2%.
- Гарантия соответствия: 100% соответствует стандартам ISO 9001/14001 и отраслевым стандартам.
Пойдите и попрактикуйтесь в этом прямо сейчас.
Если у вас есть вопросы, пожалуйста свяжитесь с нами для получения бесплатной консультации~
Фильтры





")